

Continuously absorb and introduce excellent technologies based on actual conditions.
 Water Pump
Water Pump
Production ExpertsLeading the green revolution of high-quality water pumps.
Our Products For Your Business
VIEW MORE >>
- Water Supply Equipments
- Diaphragm Pumps
- Magnetic Drive Pumps
- Pipeline Pumps
- Centrifugal Pumps
- Self-Priming Pumps
- Screw Pumps
- Fire Pumps
- Sewage Pumps
- Diesel Engine Pump Sets
- Electrical Control Cabinets
- Irrigation Pumps
- Aquaculture Water Pumps
- Booster Pumps
- Submersible Pumps
- Vacuum Pumps
- Industrial Pumps
- Pump Accessories
-
 Full Automatic Constant Pressure Variable Frequency Water Supply Equipment
Full Automatic Constant Pressure Variable Frequency Water Supply Equipment
Full Automatic Constant Pressure Variable Frequency Water Supply Equipment is a new generation of hi...
-
 Automatic Frequency Conversion Constant Pressure Fire Water Supply Equipment
Automatic Frequency Conversion Constant Pressure Fire Water Supply Equipment
The Automatic Frequency Conversion Constant Pressure Fire Water Supply Equipment is designed and dev...
-
 Fire Fighting Air Pressure Water Supply Equipment
Fire Fighting Air Pressure Water Supply Equipment
The Fire Fighting Air Pressure Water Supply Equipment typically consists of a pressure tank, pump un...
-
 Non-Negative Pressure Water Supply Equipment
Non-Negative Pressure Water Supply Equipment
Non-negative pressure water supply equipment is a system composed of a non-negative pressure tank, p...
-
 Stainless Steel Non-negative Pressure Booster Water Supply Equipment
Stainless Steel Non-negative Pressure Booster Water Supply Equipment
Traditional water supply methods rely heavily on water tanks, which are typically filled with water ...
-
 Non-negative Pressure Booster Steady Flow Water Supply Equipment
Non-negative Pressure Booster Steady Flow Water Supply Equipment
Product OverviewThe Non-negative Pressure Booster Steady Flow Water Supply Equipment uses the munici...
-
 Intelligent Constant Pressure Variable Frequency Water Supply Equipment
Intelligent Constant Pressure Variable Frequency Water Supply Equipment
The Intelligent Constant Pressure Variable Frequency Water Supply Equipment is a water supply system...
-
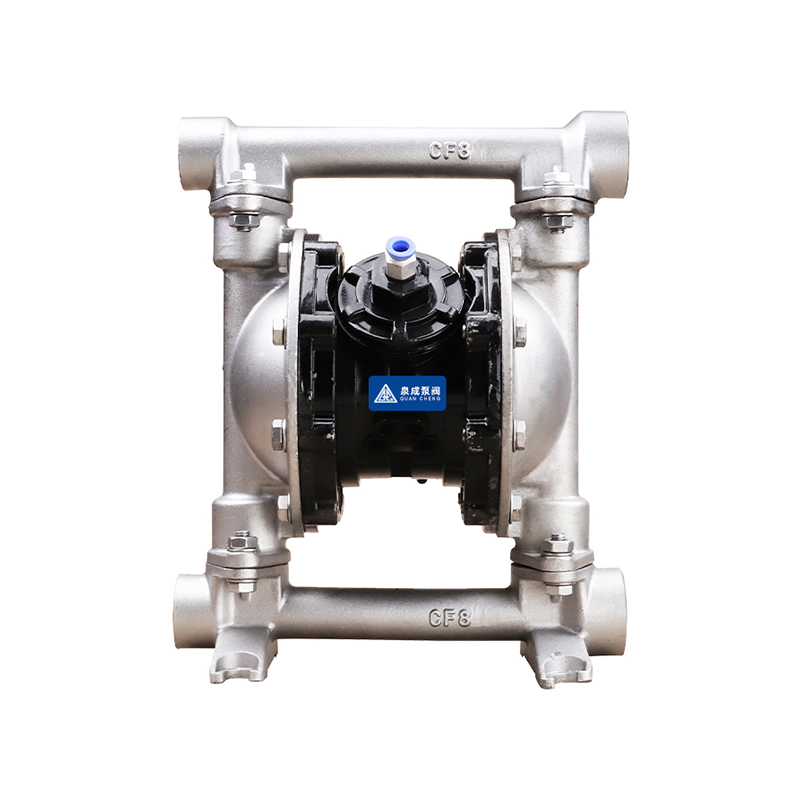
 QBY Air Operated Double Diaphragm Pump
QBY Air Operated Double Diaphragm Pump
The QBY Air Operated Double Diaphragm Pump produced by our company is a new type of transport machin...
-
 QBK Food Grade Air Operated Double Diaphragm Pump
QBK Food Grade Air Operated Double Diaphragm Pump
The pneumatic diaphragm pump is a new type of conveying machinery that uses compressed air as its po...
-
 DBY Electric Stainless Steel Diaphragm Pump
DBY Electric Stainless Steel Diaphragm Pump
The DBY Electric Stainless Steel Diaphragm Pump is a new type of pump. In recent years, due to break...
-
 CQ Stainless Steel Magnetic Drive Pump
CQ Stainless Steel Magnetic Drive Pump
The CQ Stainless Steel Magnetic Drive Pump (commonly referred to as the magnetic pump) is a new prod...
-
 CQB-F Fluoroplastic Magnetic Drive pump
CQB-F Fluoroplastic Magnetic Drive pump
The CQB-F fluoroplastic magnetic drive pump is a new type of pump that utilizes the principles of mo...
-
 CQB Stainless Steel Magnetic Drive Centrifugal Pump
CQB Stainless Steel Magnetic Drive Centrifugal Pump
The CQB Stainless Steel Magnetic Drive Centrifugal Pump (also known as the Magnetic Pump) typically ...
-
 ZCQ Self-priming Magnetic Drive Pump
ZCQ Self-priming Magnetic Drive Pump
The ZCQ Self-priming Magnetic Drive Pump replaces the mechanical seal with a static seal, ensuring t...
-
 CQG High Temperature Magnetic Drive Centrifugal Pump
CQG High Temperature Magnetic Drive Centrifugal Pump
In response to the modernization needs of petrochemical plants in China, and to quickly adapt to ene...
-
 PBG Shielding Type Pipeline Pump
PBG Shielding Type Pipeline Pump
The PBG Shielding Type Pipeline Pump adopts advanced international shielding pump design and manufac...
-
 Vertical Silent Pipeline Booster Pump
Vertical Silent Pipeline Booster Pump
The Vertical Silent Pipeline Booster Pump is a single-stage centrifugal pump, designed with advanced...
-
 Stainless Steel Vertical Silent Multistage Pump
Stainless Steel Vertical Silent Multistage Pump
The Stainless Steel Vertical Silent Multistage Pump is a new generation of high-efficiency, non-self...
-
 GDL Vertical Multistage Pipeline Pump
GDL Vertical Multistage Pipeline Pump
The GDL Vertical Multistage Pipeline Pump is a newly developed pump model, characterized by energy e...
-
 ISG Single Stage Single Suction Vertical Pipeline Centrifugal Pump
ISG Single Stage Single Suction Vertical Pipeline Centrifugal Pump
The ISG Single Stage Single Suction Vertical Pipeline Centrifugal Pump is developed by our technical...
-
 ISGB Easy-disassemble Vertical Pipeline Centrifugal Pump
ISGB Easy-disassemble Vertical Pipeline Centrifugal Pump
The ISGB Easy-disassemble Vertical Pipeline Centrifugal Pump is an innovative and advanced product d...
-
 ISW Horizontal Centrifugal Pump
ISW Horizontal Centrifugal Pump
-
 ISGD Low-speed Centrifugal Pump
ISGD Low-speed Centrifugal Pump
The ISGD Low-speed Centrifugal Pump is designed and manufactured based on the ISG single-stage singl...
-
 ISWD High Efficiency Low Speed Centrifugal Pump
ISWD High Efficiency Low Speed Centrifugal Pump
The ISWD High Efficiency Low Speed Centrifugal Pump is developed based on the ISW Horizontal Centrif...
-
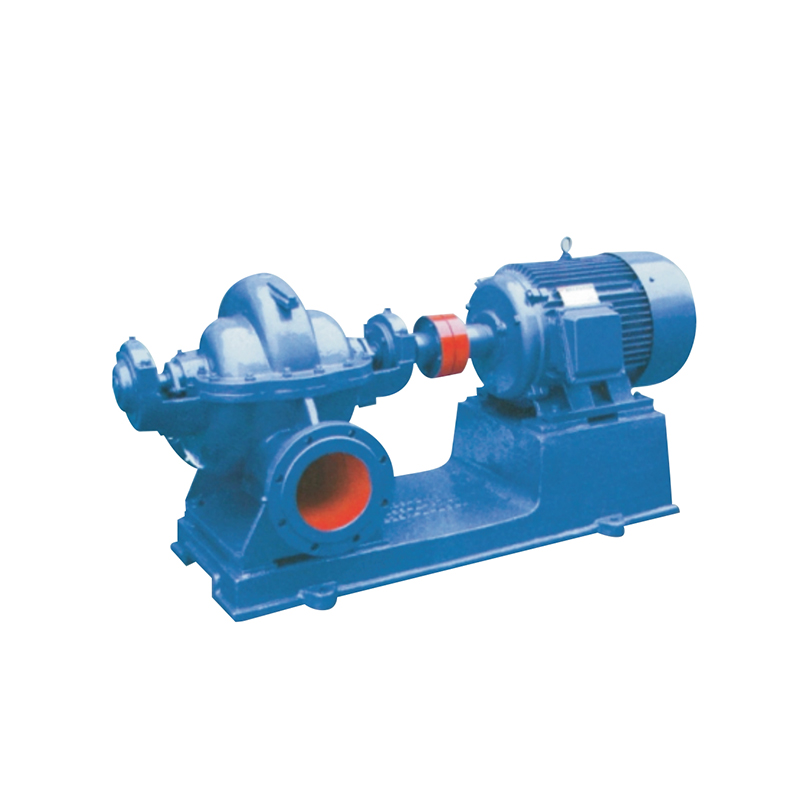 S/SH Single Stage Double Suction Centrifugal Pump
S/SH Single Stage Double Suction Centrifugal Pump
The S-type is a new energy-saving horizontal single-stage double-suction centrifugal pump designed f...
-
 DL/DLR Vertical Multistage Centrifugal Water Pump
DL/DLR Vertical Multistage Centrifugal Water Pump
The DL/DLR Vertical Multistage Centrifugal Pump is an optimized design and manufacturing improvement...
-
 TSWA Horizontal Multistage Centrifugal Pump
TSWA Horizontal Multistage Centrifugal Pump
The TSWA Horizontal Multistage Centrifugal Pumps are energy-saving products developed and manufactur...
-
 CDL/CDLF Light Vertical Multistage Centrifugal Pump
CDL/CDLF Light Vertical Multistage Centrifugal Pump
The CDL/CDLF is a type of vertical, non-self-priming, multistage centrifugal pump, driven by a stand...
-
 CHL Horizontal Stainless Steel Multistage Centrifugal Pump
CHL Horizontal Stainless Steel Multistage Centrifugal Pump
The CHL Horizontal Stainless Steel Multistage Centrifugal Pump is equipped with a horizontal extende...
-
 CHDF Segmental Light Horizontal Multistage Centrifugal Pump
CHDF Segmental Light Horizontal Multistage Centrifugal Pump
The CHDF Segmental Light Horizontal Multistage Centrifugal Pump is equipped with a horizontal extend...
-
 ZX Self-Priming Centrifugal Water Pump
ZX Self-Priming Centrifugal Water Pump
The ZX Self-Priming Water Pump is a type of self-priming centrifugal pump. It features a compact str...
-
 ZXL Direct-Connected Self-Priming Centrifugal Pump
ZXL Direct-Connected Self-Priming Centrifugal Pump
The ZXL Direct-Connected Self-Priming Centrifugal Pump system is a new product developed by our comp...
-
 ZW Self-Priming Non-clogging Sewage Water Pump
ZW Self-Priming Non-clogging Sewage Water Pump
The ZW self-priming non-clogging sewage pump, also known as a solid-liquid pump or trash pump, featu...
-
ZWL Direct Connected Non-clogging Self-Priming Sewage Pump
The ZWL Direct Connected Non-clogging Self-Priming Sewage Pump integrates self-priming and non-clogg...
-
 CYZ-A Self-priming Centrifugal Oil Transfer Pump
CYZ-A Self-priming Centrifugal Oil Transfer Pump
The CYZ-A Self-priming Centrifugal Oil Transfer Pump is a newly developed pump product, designed aft...
-
CYZL-A Direct-Connected Self-priming Centrifugal Oil Pump
The CYZL-A Direct-Connected Self-priming Centrifugal Oil Pump is our latest pump product, developed ...
-
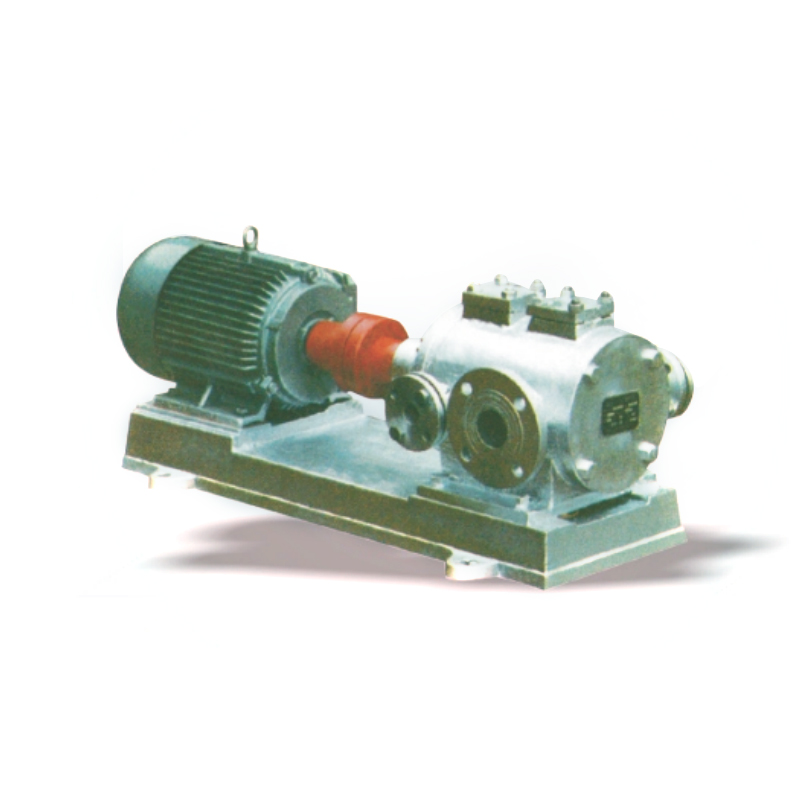 LQG Three-screw Pump (Heat-preserving Bitumen Pump)
LQG Three-screw Pump (Heat-preserving Bitumen Pump)
The LQG Three-screw Pump (Heat-preserving Bitumen Pump), also known as the LQG asphalt three-screw p...
-
 I-1B Thick Slurry Screw Pump
I-1B Thick Slurry Screw Pump
The I-1B Thick Slurry Screw Pump is a single-screw positive displacement pump. The pump utilizes the...
-
 G Stainless Steel Single Screw Pump
G Stainless Steel Single Screw Pump
The G Stainless Steel Single Screw Pump is a newly designed pump based on the principle of rotary me...
-
 XBD-L Vertical Fire Fighting Pump
XBD-L Vertical Fire Fighting Pump
The XBD-L vertical fire fighting pump is a vertical single-suction multi-stage centrifugal pump desi...
-
 XBD-W Horizontal Multistage Fire Pump
XBD-W Horizontal Multistage Fire Pump
The XBD-W Horizontal Multistage Fire Pump is a newly developed, energy-efficient series product with...
-
 XBD-(I) Vertical Fire Pump Pipeline Pump
XBD-(I) Vertical Fire Pump Pipeline Pump
The XBD-(I) Vertical Fire Pump Pipeline Pump is a next-generation product developed based on the exi...
-
 XBD-ISG Vertical Single-stage Fire Pump
XBD-ISG Vertical Single-stage Fire Pump
The XBD-ISG Vertical Single-stage Fire Pump is designed to transport clean water without solid parti...
-
 XBD-ISW Horizontal Fire Fighting Pump
XBD-ISW Horizontal Fire Fighting Pump
The XBD-ISW single-suction multi-stage sectional fire-fighting pump is designed for transporting cle...
-
 XBD-HL Vertical Fire Constant Pressure Tangent Pump
XBD-HL Vertical Fire Constant Pressure Tangent Pump
The XBD-HL Vertical Fire Constant Pressure Tangent Pump (Vertical) is a third-generation advanced pr...
-
 YW Vertical Semi-submersible Sewage Pump
YW Vertical Semi-submersible Sewage Pump
The YW series vertical semi-submersible sewage pump is a new generation of pump products developed b...
-
 LW (WL) Non-clogging Vertical Sewage Pump
LW (WL) Non-clogging Vertical Sewage Pump
The LW non-clogging vertical sewage pump is a next-generation pump product successfully developed by...
-
 GW Efficiently Pipeline Non-clogging Sewage Pump
GW Efficiently Pipeline Non-clogging Sewage Pump
The GW Efficiently Pipeline Non-clogging Sewage Pump is a new generation of pump products developed ...
-
 JYWQ Automatic Mixing Sewage Pump
JYWQ Automatic Mixing Sewage Pump
The JYWQ Series Automatic Mixing Sewage Pump is an advanced version of the standard sewage pump, inc...
-
 JPWQ Automatic Stirring Sewage Pump with Stainless Steel Jacket
JPWQ Automatic Stirring Sewage Pump with Stainless Steel Jacket
The JPWQ series Automatic Stirring Sewage Pump is an enhanced version of the standard sewage pump, f...
-
 PWF Corrosion-resistant Centrifugal Sewage Pump
PWF Corrosion-resistant Centrifugal Sewage Pump
The PWF Corrosion-resistant Centrifugal Sewage Pump is designed to transport sewage with temperature...
-
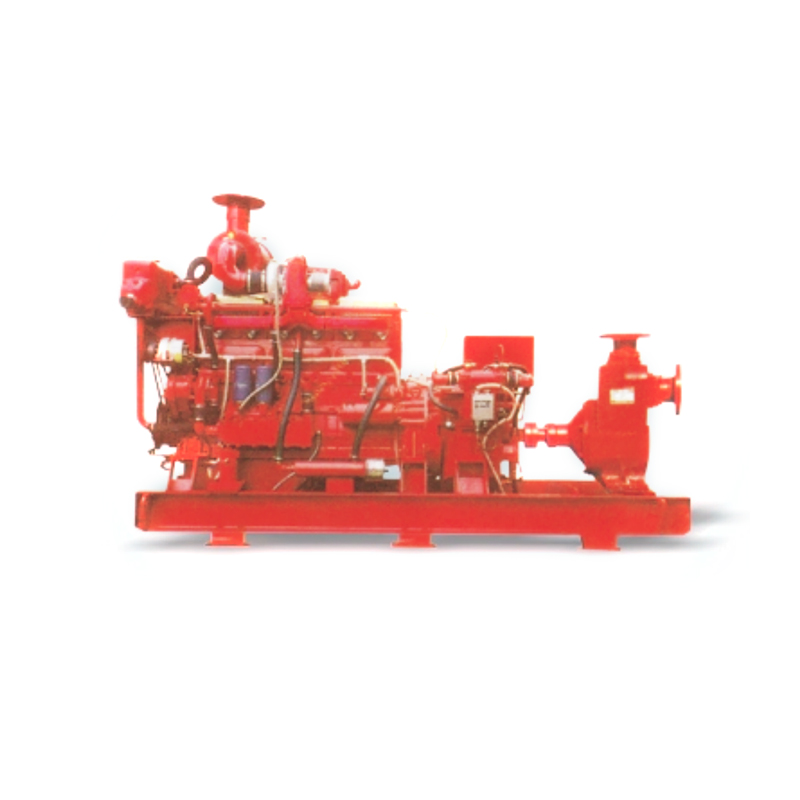 XBC-ZX Horizontal Diesel Engine Fire Pump Unit
XBC-ZX Horizontal Diesel Engine Fire Pump Unit
The XBC-ZX Horizontal Diesel Engine Fire Pump Unit is a new type of firefighting equipment developed...
-
 XBC-TSWA Diesel Engine Fire Pump Set
XBC-TSWA Diesel Engine Fire Pump Set
The XBC-TSWA Diesel Engine Fire Pump Set, as a fixed fire extinguishing equipment, has been widely u...
-
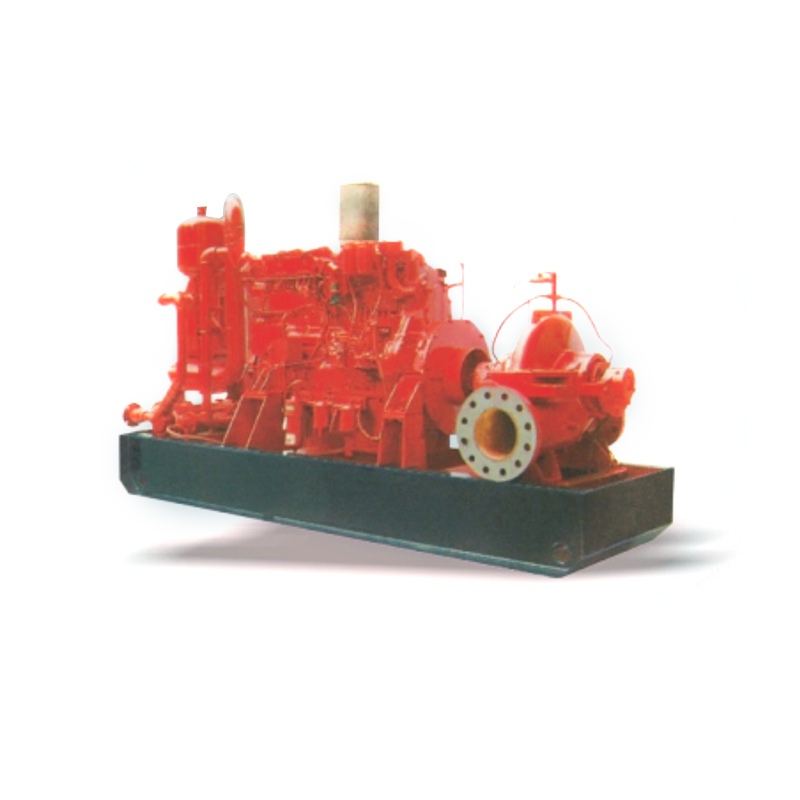 XBC-SOW Diesel Engine Fire Fighting Pump Unit
XBC-SOW Diesel Engine Fire Fighting Pump Unit
The XBC-SOW Diesel Engine Fire Fighting Pump Unit is renowned for its high flow rate and is widely u...
-
 JJ1 Self-Coupling Start Decompression Control Cabinet
JJ1 Self-Coupling Start Decompression Control Cabinet
The JJ1 series Self-Coupling Start Decompression Control Cabinet is designed and manufactured with m...
-
 QZD Water Pump Control Cabinet
QZD Water Pump Control Cabinet
The QZD Water Pump Control Cabinet produced by our company are innovative automatic control device f...
-
 Frequency Conversion Speed Control Cabinet
Frequency Conversion Speed Control Cabinet
The Frequency Conversion Speed Control Cabinet is designed for three-phase asynchronous or synchrono...
-
 Auto-transformer Start Decompression Control Cabinet
Auto-transformer Start Decompression Control Cabinet
The Auto-transformer Start Decompression Control Cabinet is a next-generation energy-efficient water...
-
 QJ Stainless Steel Deep Well Submersible Electric Pump
QJ Stainless Steel Deep Well Submersible Electric Pump
The QJ Stainless Steel Deep Well Submersible Electric Pump is a water lifting device where the motor...
-
 QS Small Water Filled Submersible Pump
QS Small Water Filled Submersible Pump
The QS Small Water Filled Submersible Pump (referred to as the submersible pump) is an integrated el...
-
 ZX(ZXL)/ZW(ZWL) Self-Priming Centrifugal Pump
ZX(ZXL)/ZW(ZWL) Self-Priming Centrifugal Pump
The ZX(ZXL)/ZW(ZWL) Self-Priming Centrifugal Pumps are energy-efficient products developed by incorp...
-
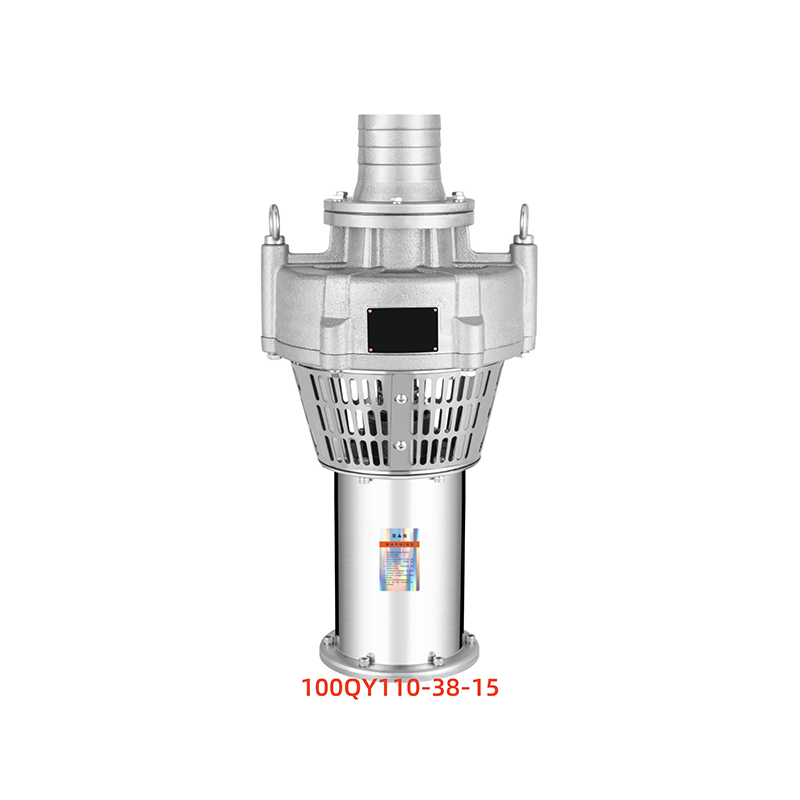 QY Oil Filled Submersible Electric Pump
QY Oil Filled Submersible Electric Pump
The QY Oil-Filled Submersible Electric Pump (referred to as the submersible pump) is a power drainag...
-
 WQF High-Polymer Corrosion-Resistant Submersible Pump
WQF High-Polymer Corrosion-Resistant Submersible Pump
The WQF High-Polymer Corrosion-Resistant Submersible Pump is a specialized product developed using i...
-
 SG Vertical Pipeline Booster Pump
SG Vertical Pipeline Booster Pump
The SG Vertical Pipeline Booster Pumps are designed to address low pipeline pressure and provide eff...
-
 TD Vertical Pipeline Circulation Pump
TD Vertical Pipeline Circulation Pump
The TD Vertical Pipeline Circulation Pump is a single-stage centrifugal pump that adopts advanced hy...
-
 ZS Stainless Steel Horizontal Single-stage Centrifugal Pump
ZS Stainless Steel Horizontal Single-stage Centrifugal Pump
The ZS Stainless Steel Horizontal Single-stage Centrifugal Pump is made using advanced processes suc...
-
 CWT(WLT) Horizontal Cooling Tower Specialized Pump
CWT(WLT) Horizontal Cooling Tower Specialized Pump
The CWT(WLT) Horizontal Cooling Tower Specialized Pump is a high-flow, low-head pump with reliable p...
-
 LLT Vertical Cooling Tower Pipeline Pump
LLT Vertical Cooling Tower Pipeline Pump
TheLLT Vertical Cooling Tower Pipeline Pump is a large flow, low head pump known for its reliability...
-
 WQ Non-clogging Submersible Sewage Pump
WQ Non-clogging Submersible Sewage Pump
The WQ Non-clogging Submersible Sewage Pump is primarily used in municipal engineering, industry, ho...
-
 AS AV Non-clogging Type Submersible Sewage Pump
AS AV Non-clogging Type Submersible Sewage Pump
The AS Series Non-clogging Type Submersible Sewage Pump adopts advanced technology from Germany's AB...
-
 WQK/QG Belt Cutting Device Submersible Sewage Pump
WQK/QG Belt Cutting Device Submersible Sewage Pump
The WQK/QG Belt Cutting Device Submersible Sewage Pump features exceptional sewage discharge capabil...
-
 WQX Submersible Sewage Pump with Cutting Device
WQX Submersible Sewage Pump with Cutting Device
The WQX series submersible sewage pump is primarily used for draining domestic wastewater, sewage, h...
-
 WQD Cutting Blade Electric Submersible Sewage Pump
WQD Cutting Blade Electric Submersible Sewage Pump
The WQD Cutting Blade Electric Submersible Sewage Pump is a new type of sewage equipment designed an...
-
QW Non-Clogging Submersible Sewage Pump
The QW Series Non-Clogging Submersible Sewage Pump is a new generation of pump products developed ba...
-
 WQ Auto Coupled Submersible Sewage Pump
WQ Auto Coupled Submersible Sewage Pump
The WQ Auto Coupled Submersible Sewage Pump is an advanced, next-generation pump designed by incorpo...
-
 2X Two Stage Rotary Vane Vacuum Pump
2X Two Stage Rotary Vane Vacuum Pump
The 2X Two Stage Rotary Vane Vacuum Pump features a two-stage structure. Its operating performance i...
-
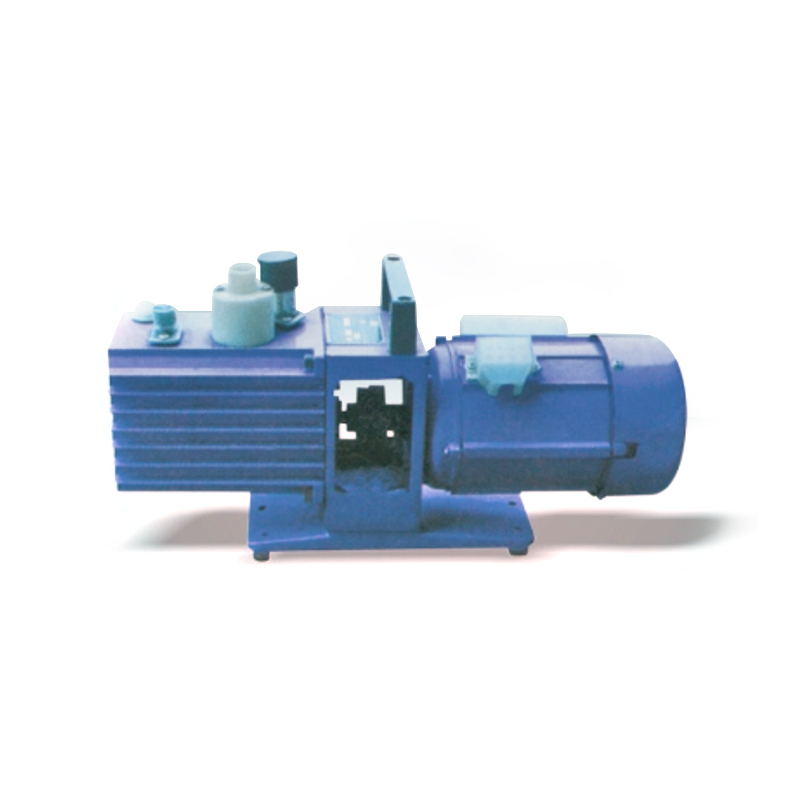 2XZ Two Stage Direct Drive Rotary Vane Vacuum Pump
2XZ Two Stage Direct Drive Rotary Vane Vacuum Pump
The 2XZ vacuum pump features a two-stage direct-drive structure, with its performance divided into t...
-
 SK Water Ring Vacuum Pump
SK Water Ring Vacuum Pump
The SK Water Ring Vacuum Pumps and Compressors are designed to extract or compress air and other non...
-
 SZB Cantilever Water Ring Vacuum Pump
SZB Cantilever Water Ring Vacuum Pump
The SZB series vacuum pump is a cantilever liquid ring vacuum pump designed for the suction of air o...
-
 SZ Single Stage Water Ring Vacuum Pump
SZ Single Stage Water Ring Vacuum Pump
The SZ Single Stage Water Ring Vacuum Pumps and Compressors are designed to pump or compress air and...
-
 W Type Water Ejector Vacuum Pump
W Type Water Ejector Vacuum Pump
The W Type Water Ejector Vacuum Pump is a mechanical device that combines three effective functions:...
-
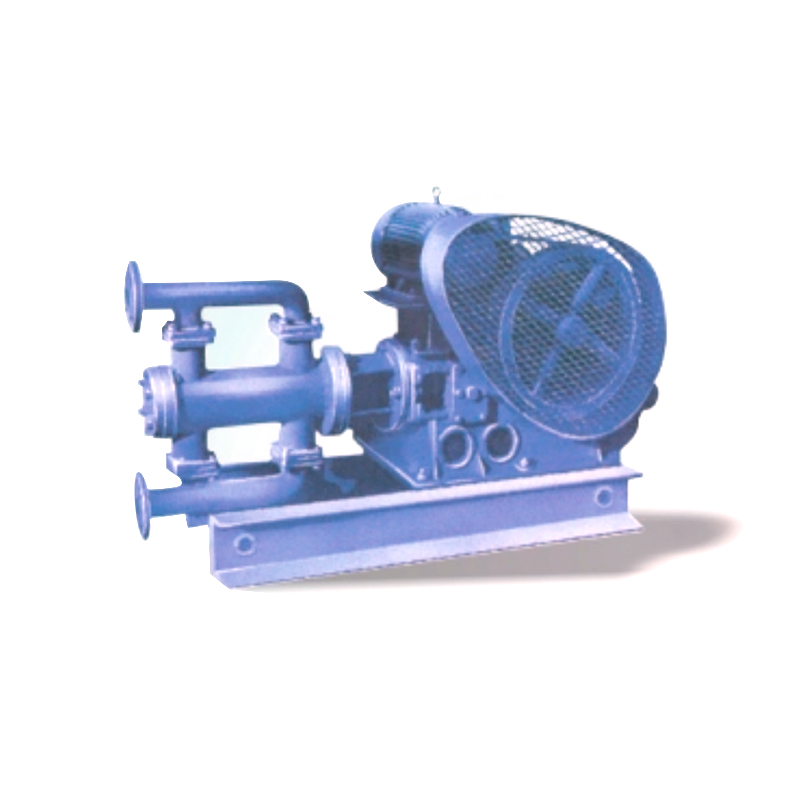 WB Electric Reciprocating Pump
WB Electric Reciprocating Pump
The WB Electric Reciprocating Pump is available in two material options for its flow section: cast i...
-
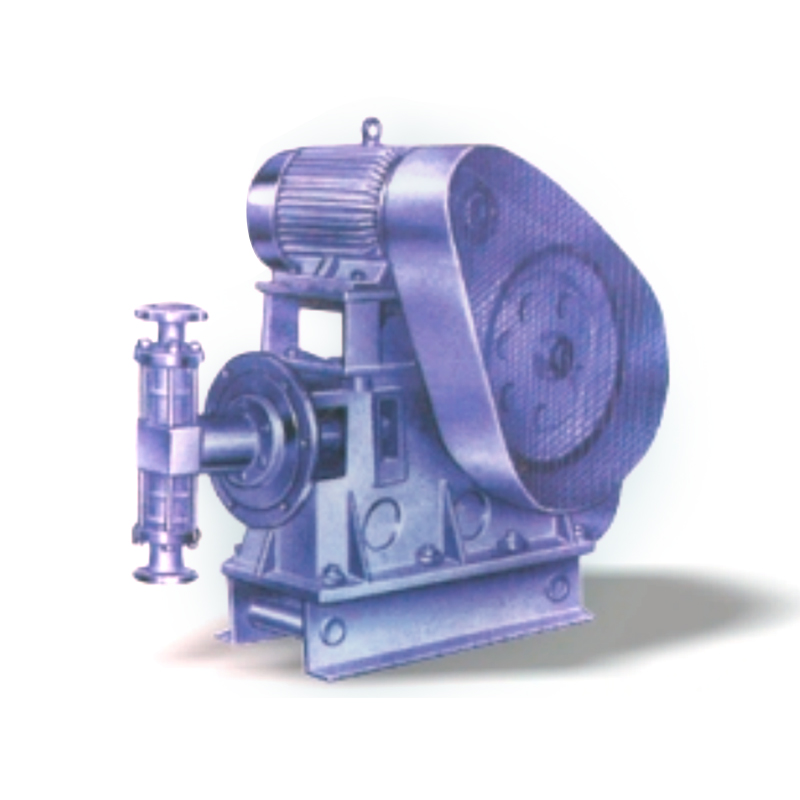 WBR High Temperature Electric Reciprocate Pump
WBR High Temperature Electric Reciprocate Pump
The WBR High Temperature Electric Reciprocate Pump series is specifically designed and manufactured ...
-
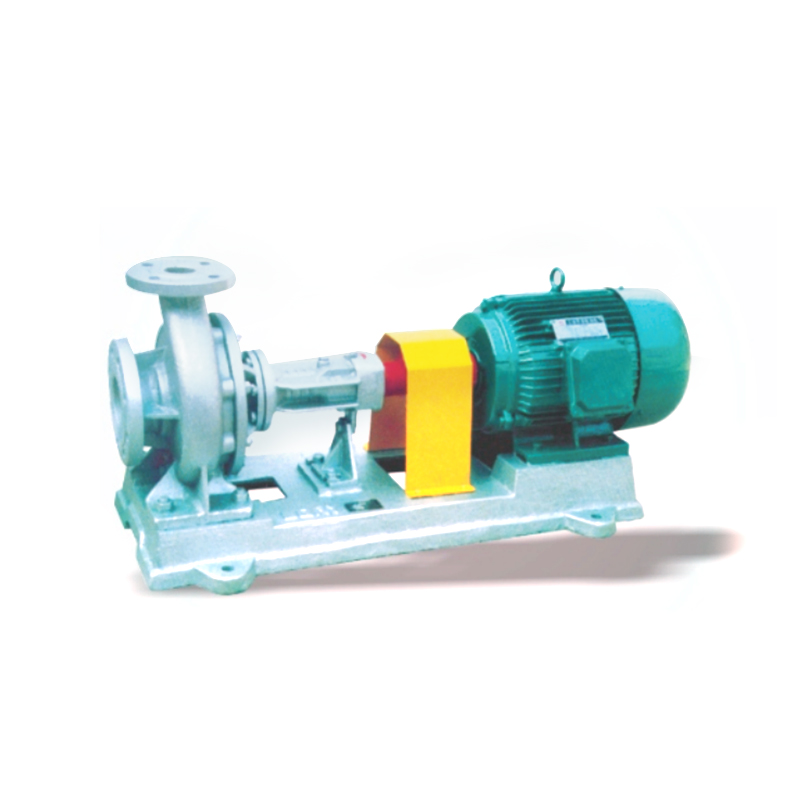 LQRY Heat Conductive Hot Oil Circulation Pump
LQRY Heat Conductive Hot Oil Circulation Pump
The LQRY Heat Conductive Hot Oil Circulation Pump is developed by incorporating the advantages of ma...
-
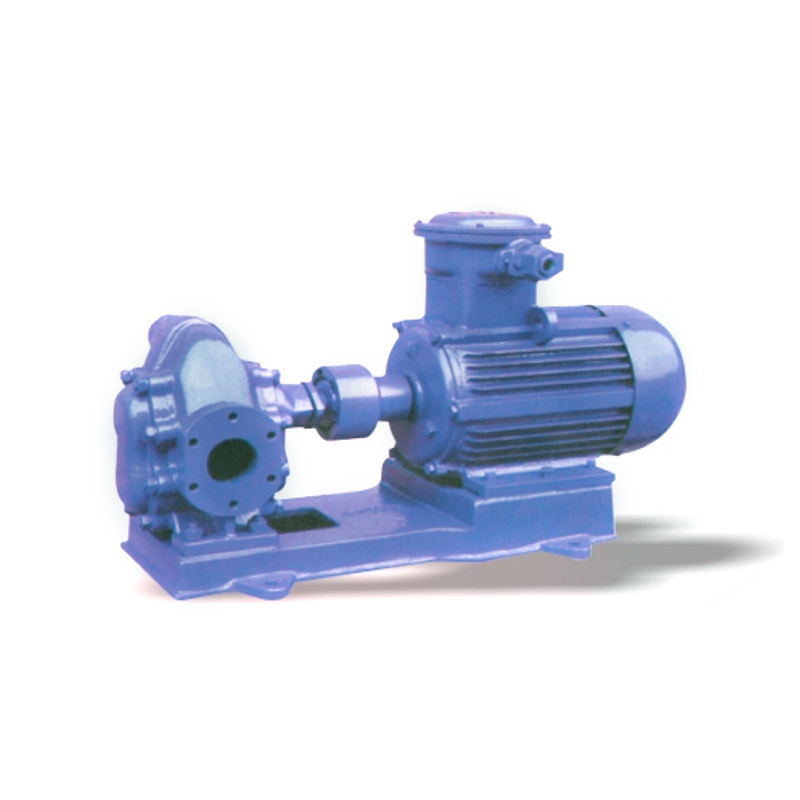
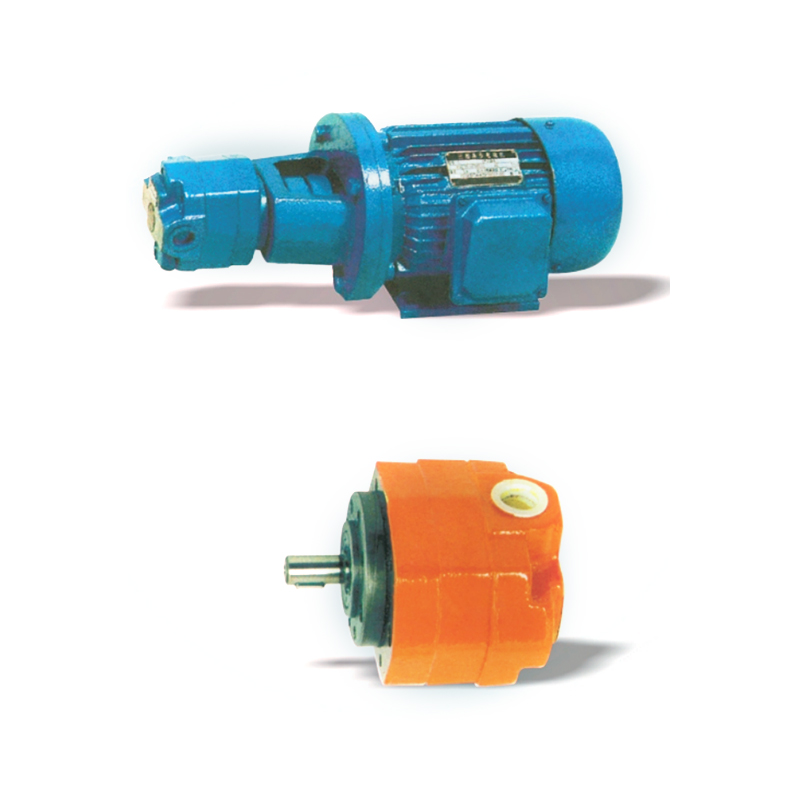 BBG Inner Clutch Cycloid Gear Pump with Motor Drive
BBG Inner Clutch Cycloid Gear Pump with Motor Drive
The BBG Inner Clutch Cycloid Gear Pump with Motor Drive is a volumetric internal meshing gear pump. ...
-
 WCB Portable Micro Gear Oil Transfer Pump
WCB Portable Micro Gear Oil Transfer Pump
The WCB Portable Micro Gear Oil Transfer Pump is designed to transfer clean, neutral oils with a vis...
-
 CB-B(S) Low-pressure Gear Oil Pump
CB-B(S) Low-pressure Gear Oil Pump
The CB-B(S) Low-pressure Gear Oil Pump is a device that converts the mechanical energy output from t...
-
 KCB Marine Electric Gear Oil Pump
KCB Marine Electric Gear Oil Pump
The KCB Marine Electric Gear Oil Pump is suitable for transporting various lubricating liquids, such...
-
 2CY High Pressure Gear Oil Transfer Pump
2CY High Pressure Gear Oil Transfer Pump
The 2CY High Pressure Gear Oil Transfer Pump is a traditional product in our country. Its structure ...
-
 XWJ New Non-clogging Paper Pulp Pump
XWJ New Non-clogging Paper Pulp Pump
The XWJ New Non-clogging Paper Pulp Pump is a new, energy-efficient pulp pump. It has been proven th...
-
 CDL/F Multistage Pump Repair Kit Spare Parts
CDL/F Multistage Pump Repair Kit Spare Parts
Our CDL/F Multistage Pump Repair Kit Spare Parts are essential for maintaining the high performance ...
-
 CDL/F Multistage Centrifugal Pump Spare Parts
CDL/F Multistage Centrifugal Pump Spare Parts
The spare parts for CDL/F Multistage Centrifugal Pumps include mechanical seals, impellers, and the ...
ChuangKen Advantages
Leading the innovation of fluid technology, we are proud to launch a new generation of water pump solutions. Not only does it have excellent water flow delivery capabilities and achieve precise flow control, but it also achieves a milestone leap in energy efficiency and environmental protection.
-
/ 01 Experience/ 02 Quality
The quality inspection department strictly monitors every production link and the factory inspection rate is 100%.
Application Scenario
Our products are your ideal solution.
-
Garden
Efficient irrigation is achieved by pumping water from water sources to ensure plant growth.
-
Farms
Used for water circulation, oxygenation and feed delivery. The water pump is used to circulate and filter the water in the breeding pond to keep the water clean.
-
Wastewater Treatment Plants
The pump industry plays a key role in wastewater treatment plants, mainly used for the lifting, transportation and circulation of sewage.
-
Fountain
Water is pumped from a reservoir or circulation system and pressurized to create a variety of fountain water effects, such as gushing fountains, atomization or water curtains.
-
Swimming Pool
The pool water is pumped and transported to the filtration system to remove impurities and pollutants to ensure clean water quality.
Zhejiang Chuangken Fluid Co., Ltd.
View About ChuangKen >>
 Play Full Video
Play Full Video
Company Profile
View About ChuangKen >>

-
0 m²
Factory Area
-
0 +
Industry Experience
Zhejiang Chuangken Fluid Co., Ltd. is a technology-innovative enterprise that combines research and development with production, specializing in the production of multistage pumps, centrifugal pumps, fire pumps, sewage pumps, complete sets of water supply equipment, control cabinets, etc. It has a long production history, excellent technical personnel, superb production equipment and perfect testing methods.
Recent News
Learn about our industry exhibition information and recent events in our company.
-
The Core Idea Behind the System Traditional pump setups often run at a single speed, which means pressure fluctuates depending on how much water multiple fixtures are drawing at once. A variable frequency constant pressure water supply unit instead uses a variable frequency drive to adjust motor speed continuously, matching pump output to actual demand rather than overshooting or undershooting pressure targets. This matters practically in buildings where usage is unpredictable. A single household running a shower behaves differently than an apartment building where dozens of units might draw water simultaneously during a morning rush. The system responds to these shifts by speeding up or slowing down pump motors rather than relying on pressure tanks alone to smooth out demand. Main Components Buyers Should Recognize A typical variable frequency constant pressure water supply unit brings together several components into one coordinated system: Variable frequency drives (VFDs), which control motor speed based on real-time pressure sensor feedback Multiple pump units, often arranged so that one or more pumps can activate as demand increases A control panel, which monitors pressure and coordinates which pumps run and at what speed Buyers sourcing this equipment typically want clarity on how many pumps a given unit supports, since larger buildings with more variable demand generally benefit from configurations with more pumps working in coordination rather than a single oversized unit doing all the work alone. How the System Actually Responds to Demand When demand is low — late at night, for example — a variable frequency constant pressure water supply unit might run a single pump at reduced speed, just enough to maintain target pressure. As demand increases, the control system brings additional pumps online or increases motor speed, keeping pressure within a defined range rather than letting it spike or drop noticeably. This responsiveness is the main functional difference from older constant-speed pump arrangements, which typically needed oversized equipment just to handle peak demand, running inefficiently the rest of the time. Application Range This type of system shows up across a fairly wide range of settings — residential high-rises, commercial buildings, industrial facilities needing consistent process water pressure, and irrigation systems covering large agricultural areas. The common thread across these applications is variable, sometimes unpredictable demand paired with a need for pressure consistency that a single fixed-speed pump can't reliably deliver on its own. Sourcing Considerations for OEM and Bulk Buyers For buyers pursuing private label or OEM/ODM arrangements, a variable frequency constant pressure water supply unit offers a fair amount of configuration flexibility — pump count, motor capacity, control panel programming, and housing design can all be adjusted to match a buyer's technical brief. Buyers generally get more accurate results by specifying required flow rate, pressure range, and typical demand pattern upfront, rather than requesting a general-purpose unit and hoping it fits. Factories producing this equipment often maintain modular designs specifically to accommodate this kind of customization without needing a full redesign for each order, which helps buyers placing mid-volume orders get a reasonably tailored product without the cost structure of a fully custom build. Final Thought A variable frequency constant pressure water supply unit solves a problem that's easy to overlook until it isn't — steady water pressure in a building where demand never stays still. For buyers sourcing this equipment, understanding how the variable frequency drive, pump coordination, and control system work together makes it considerably easier to specify the right configuration for a given project.
31 -
Basic Working Principle A self-sucking pump uses a recirculation chamber to separate air from liquid during startup. As the impeller turns, it creates a vacuum that pulls the mixture into the pump body. Air escapes while liquid recirculates until the suction line fills completely. This process allows the pump to establish flow from sources below the pump level. The design typically includes a volute casing and specially shaped impeller that supports both priming and regular pumping phases. Once primed, the unit operates like standard centrifugal pumps, delivering steady flow for the duration of use. Common Setup and Installation Notes Operators place self-sucking pumps in accessible locations near water sources or storage tanks. Suction hoses or pipes connect directly, often with foot valves to retain initial liquid. The pump housing features ports arranged for easy connection and drainage. Teams in different sectors adjust installation angles and heights based on site conditions. Proper alignment with the motor or engine helps reduce vibration during extended runs. Typical Startup Steps: Fill the pump casing with liquid through the priming port Start the drive unit and monitor initial recirculation Confirm steady discharge before full operation These steps help establish reliable function across repeated uses. Applications in Field Conditions Self-sucking pumps appear at construction sites for dewatering excavations and trenches. The ability to handle some solids and air pockets makes them suitable for muddy or intermittent flows. In agriculture, they support irrigation from ponds or wells where water levels vary. Municipal teams use them for temporary bypass pumping during pipeline repairs. Industrial facilities employ self-sucking pump units for transferring process liquids between tanks or sumps. The pumps manage a range of viscosities depending on the specific model configuration. Component Function in Operation Common Material Options Impeller Creates recirculation and flow Cast Iron or Stainless Steel Volute Casing Directs liquid and separates air Durable Cast Materials Check Valve Maintains priming liquid Various Metals or Composites Shaft Assembly Transmits power from motor Steel Alloys The table shows main elements and their roles in everyday function. Configurations differ according to flow and head requirements. Design Variations Available Manufacturers produce self-sucking pumps in several sizes and drive options. Electric motor versions suit indoor or fixed installations, while engine-driven models offer portability for remote locations. Some units feature open impellers for handling small debris, while closed designs focus on cleaner fluids. Material choices range from standard cast iron for general water service to corrosion-resistant alloys for chemical transfer. These options allow matching the pump to the characteristics of the liquid being moved. Performance Factors in Use Flow rates and pressure capabilities depend on impeller diameter, speed, and stage arrangements in certain models. Operators monitor discharge pressure and flow volume to match system demands. Self-sucking pumps generally provide good efficiency once primed and running at design conditions. Temperature of the liquid affects performance margins, as does the altitude of the installation site. Teams account for these elements when selecting units for specific jobs. Regular observation during operation helps identify any changes in sound or output that may indicate adjustments. Integration with Existing Systems Many facilities connect self-sucking pumps to control panels for automatic start and stop based on level sensors. This setup reduces manual intervention in routine transfer tasks. Piping arrangements include isolation valves for easier servicing without draining entire systems. In mobile applications, the pumps mount on skids or trailers with fuel tanks and hoses ready for transport. Quick-connect fittings speed up deployment at different sites throughout the workday. Field observations show that self-sucking pump units contribute to smoother workflows in fluid handling. Their design addresses common challenges with suction lines that contain air or experience level changes. Teams across construction, agriculture, and industrial settings incorporate these pumps into daily operations for reliable liquid movement.
24 -
Boost pumps show up in more places than most people realize — residential water systems, irrigation setups, fire suppression lines, and commercial plumbing all rely on them to maintain adequate pressure where gravity or municipal supply alone isn't enough. Behind these pumps sits a manufacturing process that buyers sourcing at wholesale volume benefit from understanding, even at a basic level. What a Boost Pump Actually Does At its core, a boost pump increases water pressure within a system, pushing fluid through pipes at a rate and force that matches the application's demand. Without adequate boost, upper floors of a building might see weak water flow, irrigation systems might underperform, and fire suppression systems could fail to deliver water where it's needed. Buyers new to this category often benefit from understanding the general pump types a factory typically produces: Centrifugal boost pumps, which use a rotating impeller to move fluid and are common in residential and light commercial settings Multistage pumps, which push fluid through several impeller stages to achieve pressure levels centrifugal designs alone can't reach Booster sets, which combine multiple pumps with control systems to manage variable demand automatically Inside the Production Process A boost pump factory generally works through a sequence that starts with casting or machining the pump housing, followed by motor integration, impeller assembly, and testing. Materials vary depending on the application — cast iron and stainless steel housings are common for durability in continuous-use settings, while certain residential models use engineered plastics to reduce weight and cost. Motor sourcing is one area where factories differ meaningfully. Some maintain in-house motor winding capabilities, giving them more control over voltage configurations and efficiency ratings. Others source motors from specialized suppliers and focus their own manufacturing on the hydraulic components — housing, impeller, and seal assembly. Neither approach is inherently better; it depends on what a buyer needs in terms of customization versus lead time. Matching Pump Type to Application Choosing the right boost pump depends heavily on the intended use. Residential water pressure systems typically call for smaller centrifugal units built for intermittent operation, while commercial or industrial settings often need multistage pumps or full booster sets designed for continuous duty and variable flow demand. Fire suppression applications bring their own set of requirements, often involving specific flow rates and pressure thresholds tied to the system's design rather than general household use. For buyers unfamiliar with these distinctions, working directly with a factory's technical team to review flow rate, head pressure, and duty cycle requirements tends to produce a better match than selecting a pump based on general category alone. OEM and Private Label Sourcing Boost pump manufacturing lends itself well to private label and OEM/ODM arrangements, since the underlying hydraulic engineering can remain consistent while housing design, branding, and packaging change to match a buyer's specifications. Buyers pursuing this route typically get better results by providing clear technical parameters upfront — required flow rate, pressure output, voltage, and intended application — rather than open-ended requests. A factory with flexible tooling and modular design capabilities can often accommodate moderate customization without requiring a full retooling process, which matters for buyers placing mid-sized orders rather than large production runs. Final Thought A boost pump factory sits at an intersection of mechanical engineering and practical plumbing need, producing components that mostly go unnoticed until pressure drops somewhere in a building. For buyers sourcing this category, understanding what happens between raw material and finished pump — and asking the right technical questions upfront — tends to make the difference between a smooth order and a frustrating one.
17 -
Multistage pumps play an important role in many industrial settings by moving fluids efficiently across different pressure levels. A multistage pumps factory serves as a central hub where these devices come together through careful planning and assembly. Recent visits to such facilities show how teams coordinate to create pumps used in water management, manufacturing, and energy sectors. Understanding Multistage Pump Basics Multistage pumps feature several impellers arranged in sequence. Each stage increases the pressure of the fluid as it passes through. This design allows the equipment to handle higher head requirements compared to single-stage versions while maintaining steady flow rates. Factories producing these pumps focus on matching components to specific application demands. Workers in the factory start with raw materials like stainless steel or cast iron. These materials undergo cutting, shaping, and finishing before moving to assembly areas. The process emphasizes consistency in dimensions and surface quality to support smooth operation once installed. Applications Across Different Sectors Multistage pumps from these factories appear in municipal water supply systems, where they help maintain consistent pressure in distribution networks. In agriculture, the pumps support irrigation setups that cover large fields. Manufacturing plants use them for boiler feed and cooling processes. The energy sector also relies on these pumps for circulation tasks in power generation facilities. Each application may require slight variations in materials or stage counts, which the factory accommodates through flexible production lines. Operators can adjust configurations without starting the entire design from scratch. Quality Control Measures Throughout the manufacturing process, teams perform regular inspections. Gauges and sensors check alignment and balance on every unit. These steps help ensure the pumps perform as expected under normal operating conditions. Another area receives attention in vibration analysis. Technicians run each completed pump on test benches to record data. Any readings outside standard ranges prompt a return to earlier stations for refinement. This approach supports reliable function once the equipment reaches the field. Component Common Material Typical Function Impellers Stainless Steel Increase fluid pressure stage by stage Casings Cast Iron Contain and direct flow Shafts Alloy Steel Transmit rotational energy Seals Mechanical Prevent leaks during operation The table above outlines some standard elements found in many multistage pumps produced in these facilities. Variations occur depending on the intended use and fluid characteristics. Technology Integration in Manufacturing Modern multistage pumps factories incorporate CNC machines for precise part creation. Software tracks inventory levels and schedules maintenance on equipment to minimize downtime. Digital models allow engineers to simulate flow patterns before physical prototypes are built. These tools support efficient use of resources while keeping production on track. Teams still rely on hands-on expertise for final assembly and adjustments that automated systems cannot fully replicate. The combination creates a balanced approach to manufacturing. Meeting Industry Requirements Factories producing multistage pumps work with a variety of clients who provide detailed specifications. Some orders call for compact designs suitable for tight installation spaces. Others request larger units capable of higher flow volumes. The production team reviews each request to select appropriate components from available stock or schedule custom fabrication. This adaptability helps the factory serve both standard catalog items and specialized projects. Delivery timelines vary based on complexity, with common models often moving through the line more quickly than fully custom versions. In summary, a multistage pumps factory combines skilled labor, structured processes, and practical technology to create equipment used in everyday industrial operations. The facilities continue to refine their methods based on feedback from the field and internal observations. For those interested in fluid handling solutions, observing these production environments provides useful insight into how reliable pumps are made.
10 -
Reliable water pressure is essential for residential buildings, commercial facilities, manufacturing plants, hotels, schools, hospitals, and many other locations. Water demand changes throughout the day as users turn taps on and off, operate equipment, or consume water during busy periods. An Energy-saving Constant Pressure Water Supply System is designed to respond to these changing conditions by automatically adjusting pump operation and maintaining a stable water supply throughout the distribution network. Rather than operating at a fixed speed regardless of demand, this type of system regulates pump performance according to real-time water consumption. The result is a smoother water delivery process that supports consistent pressure across different applications. Intelligent Coordination Between Pumps and Controllers An Energy-saving Constant Pressure Water Supply System combines several key components into one coordinated solution. Variable frequency drives, pressure sensors, water pumps, electrical control cabinets, pipelines, and communication modules work together to monitor and regulate system performance. Pressure sensors continuously detect changes within the water supply network. The collected data is transmitted to the controller, which adjusts pump speed according to current demand. When water consumption increases, pump output rises accordingly. When demand decreases, pump speed is reduced to match the lower flow requirement. This coordinated operation allows the system to respond automatically without requiring frequent manual adjustments. Suitable for Multiple Water Supply Applications The flexibility of an Energy-saving Constant Pressure Water Supply System allows it to serve many different industries and facilities. Residential apartment buildings use these systems to provide stable water pressure across multiple floors. Hotels rely on them to supply guest rooms, kitchens, laundry facilities, and recreational areas. Hospitals require dependable water delivery for medical equipment, laboratories, and sanitation systems. Industrial facilities frequently install constant pressure systems for production equipment, cooling processes, and cleaning operations. Educational campuses, office buildings, shopping centers, sports venues, and agricultural irrigation projects also benefit from automated pressure regulation. This broad range of applications demonstrates how adaptable the technology has become across different operating environments. Manufacturing Focuses on System Integration Producing an Energy-saving Constant Pressure Water Supply System involves the integration of mechanical, electrical, and electronic technologies. Pump bodies are manufactured using precision casting and CNC machining to achieve accurate dimensions and reliable assembly. Control cabinets are carefully wired and assembled to accommodate controllers, circuit protection devices, communication modules, and power management components. Variable frequency drives are installed according to the system configuration, allowing coordinated operation with the pumps. Pressure sensors, valves, and pipeline connectors are fitted during final assembly before the complete system undergoes functional testing. Engineers verify communication between components, pressure response, automatic control sequences, and operating stability throughout the testing process. This integrated manufacturing approach helps ensure that each subsystem performs smoothly as part of the complete water supply solution. Flexible Configuration Supports Different Project Sizes Every water supply project has unique flow and pressure requirements. For this reason, an Energy-saving Constant Pressure Water Supply System is available in a variety of configurations. Small installations may use a single pump for compact buildings or local water distribution. Medium-sized facilities often install dual-pump arrangements that share operating duties according to demand. Larger commercial or industrial projects may employ multiple pumps operating together under centralized control. Control software automatically determines how many pumps should operate at a given time based on pressure readings and water consumption. This flexible configuration allows the system to accommodate varying building sizes and usage patterns.
03 -
Jockey pumps play a supporting role in fire sprinkler and hydrant systems by helping to maintain consistent pressure levels. These small units operate alongside larger fire pumps to address minor pressure changes that occur in piping networks. Their presence allows main systems to remain ready without frequent activation during normal conditions. The Function of Jockey Pumps in Pressure Management Jockey pumps work by compensating for small pressure drops caused by factors such as minor leaks or temperature variations in the system. When pressure falls below a set point, the jockey pump activates to restore levels and keep the network stable. This mechanism prevents the larger fire pump from engaging for non-emergency situations. The design of jockey pumps typically involves multi-stage centrifugal configurations that deliver low flow rates suited to pressure maintenance rather than high-volume water supply. They connect directly to the fire protection piping and respond through pressure switches or controllers. In this way, jockey pumps support the overall readiness of the system by handling routine adjustments efficiently. Integration with Fire Pump Systems In a typical setup, jockey pumps form part of a coordinated fire protection arrangement that includes a main fire pump and associated controls. The jockey unit activates first in response to slight pressure reductions, maintaining the system within operational ranges. Should a significant demand occur, such as from sprinkler activation, the pressure drop exceeds the jockey pump’s capacity, signaling the main pump to start. This integration helps manage system cycling and supports reliable performance across different building types. Jockey pumps are sized with flow rates lower than a single sprinkler output to ensure clear differentiation between normal fluctuations and actual events requiring full system response. Their operation contributes to the balanced functioning of fire protection networks in commercial, industrial, and residential structures. Design Features and Common Types Jockey pumps often feature compact construction with durable materials suitable for continuous pressure duties. Many models utilize vertical or horizontal multi-stage designs that provide steady output with minimal energy use during operation. Electric motors commonly drive these pumps, allowing straightforward connection to building power supplies. Variations exist to accommodate different system requirements, including options for various pressure ratings and connection sizes. Some configurations include controllers that monitor system status and manage automatic start-stop cycles. The engineering focus remains on consistent pressure support and compatibility with standard fire protection piping layouts. Operational Considerations in System Design When incorporating jockey pumps into fire protection plans, attention goes to matching pump capacity with overall system volume and expected pressure ranges. Placement within the pump room or near main risers facilitates efficient connection and monitoring. Coordination with controllers ensures proper sequencing between the jockey unit and the primary fire pump. Design teams consider factors such as piping length and potential pressure loss points when selecting appropriate models. This approach helps create systems that respond accurately to both minor adjustments and major demands. Jockey pumps thus form a practical element in arrangements that prioritize consistent performance and operational balance. Jockey pumps continue to serve as a standard component in many fire protection setups due to their focused contribution to pressure stability. Their interaction with larger system elements supports effective management of water delivery networks in diverse applications. Through careful integration and sizing, these pumps help maintain the functionality of fire safety systems in buildings and facilities where reliable pressure control matters.
26
![]()
Copyright © Zhejiang Chuangken Fluid Co., Ltd. All Rights Reserved.
Intelligent Constant Pressure Water Supply System Factory
 浙公网安备33032402001888号
浙公网安备33032402001888号
